江苏耐琦金刚石工具有限公司
电话:0515-88800659
手机:13815589780
邮箱:客服 Customer0@NQ-Diamondtools.com
网址:www.naiqicn.com
地址:盐城国家高新区冈中工业园民桂路1号
目 录
一、 用途及特点
二、 常用规格及技术参数
三、 工作原理
四、 运输、存放及安装
五、 金刚石圆锯片的(焊接)加工
六、 使用注意事项
七、 常见问题及解决办法(仅供参考)
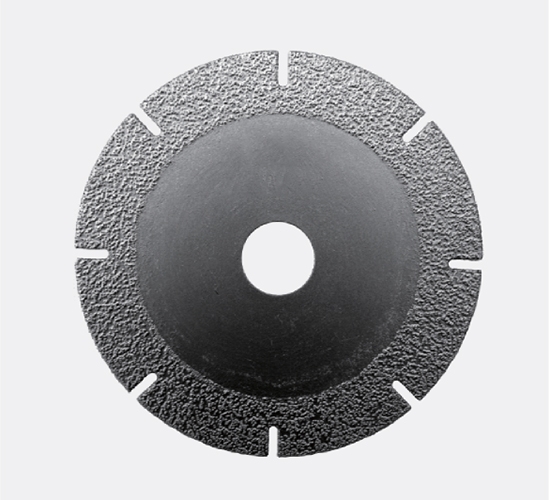
一、用途及特点:
金刚石圆锯片基体外圆齿顶镶焊金刚石节块(刀头)后,即成为金刚石圆锯片,主要用于石材、水泥制品、玻璃、耐火砖等非金属硬脆材料的切割加工。可在单片切机上使用,也可在组合切机上使用。
星烁牌金刚石圆锯片基体是根据我国锯机、石材等具体情况,在参照国外同类产品特点的基础上设计制造的,具有制造精度高、刚度韧性好、不易变形、热稳定性高、使用寿命长、复焊次数多等特点,是金刚石圆锯片加工和石材厂家理想选择。
二、常用规格及技术参数(见《金刚石锯圆锯片基体》产品目录)
附《金刚石锯圆锯片基体》产品目录一本,由销售部提供。
三、工作原理
金刚石圆锯片基体加工成金刚石圆锯片后装夹在锯机上,通过锯片的高速转动,经水平进给及垂直进给往复运动,依靠均匀分布于锯片周围上的金刚石切削单元,将花岗岩、大理石切割成板材。
四、运输和存放
金刚石圆锯片基体在搬运时应轻放,运输时一般采用水平和垂直悬挂两种方式。在水平运输时应将基体放置于木托盘或平面橡胶垫上,并在工艺孔处用螺栓紧固。严禁将基体直接放于车厢上。垂直运输时请在工艺孔处将基体固定,防止运输过程中基体间的碰撞。小直径基体多以5-10片为一组,用纸质(或木质)包装后运输。
基体贮存时应将基体涂上防锈油后放置在一平面上或悬挂在通风干燥处,并注意防震、防曝晒和隔离热源。决不可靠墙倾斜放置,以免日久变形或锈蚀。
五、金刚石圆锯片的(焊接)加工
当您按本说明书有关指标检查基体合格后,选择相应的刀头进行焊接(要求:刀头宽度≥1.27倍基体厚度),焊接前应对基体进行清洗,焊接时应注意以下几点:
1、 选择与被切割物相匹配的刀头,将刀头平直地焊接在基体齿上,刀头质量影响锯切效率和基体的寿命。
2、 焊接工装应能在周围和径向调整刀头,以保证刀头相对基体的端面对称度、圆周方向对称度的焊接精度要求。
3、 可采用高频感应电源焊接,选择合适的银焊片,其含银量不低于35%。在焊接过程中严格控制温度和时间,焊接温度一般控制在600℃~800℃之间。在焊接过程中,应避免因各个齿过长时间加热或过高温度焊接造成其感应区过大而相连,引起片体产生异常变形,造成片体无法使用等问题。
4、 为了减少基体在正常焊接过程中的变形,提高基体的使用寿命,请采用隔齿焊接或对角焊接工艺。
5、 焊接后应在焊架上自然冷却2个小时以上方可取下,然后将锯片垂直悬挂,空气自然冷却,切不可采用急冷的方法(比如用压缩空气直吹或用水冷却焊后锯齿部位,会引起锯齿掉块等现象影响使用)。一般情况焊接后需悬挂10小时以上,投入使用最佳。
6、 本基体在使用前应检查锯片的平面度、端面跳动应符合焊接前基体的平面度、端面跳动要求,片体张力符合使用要求。
焊接后锯片经过检查如需修整,请聘请相关专业人员或与本公司售后服务人员联系进行处理,并注明基体的旋向。如未修整达不到锯片锯片使用要求造成任何质量问题,本公司将对其质量事故不负法律责任。
六、使用注意事项
(一)锯片安装
锯片安装精度与切割效率、切割质量及锯片的使用寿命关系密切。为确保锯片在切割过程中运行平稳,无震动,锯片安装应做到:
1)锯片主轴座安装孔及法兰盘表面要用400#金刚石砂布,擦拭干净,不得有毛刺及污物。
2)旋紧法兰盘螺栓,手动检查圆锯片的端跳和径跳。
其检查方法:将法兰盘固定在芯轴上,用百分表触头分别置于基体侧面距槽底部10mm处和锯片外径,缓慢旋转锯片分别测出端跳值和径跳值。 锯片在锯机芯轴上的端面及径向跳动公差应符合相关标准要求。
3)锯片绝不可装在主轴螺丝上,若无法避免此种情形,应改用结合式法兰盘。
4)法兰盘的直径达到锯片直径的1/4较为可靠,绝不可太小。<见表4>
5)主轴径跳、法兰盘端跳要符合表1的规定。
法兰盘直径、端跳值、主轴径跳值:
(二)锯片开刃
新锯片使用之前,用切割研磨性强的材料,如耐火砖等,对锯片开刃,使刀头表面大部分金刚石颗粒出刃,方可使用。
(三)注意事项
1、锯片安装时,应使其旋转方向和锯片护罩的箭头方向一致,并以开始到用完为止,不要改变方向,否则刀头上的金刚石容易脱落而降低使用寿命。
2、为防止锯片突然变形,炸裂而损坏,被切割石料必须放置平稳,严禁突然增大进给速度。
3、开始切割时,尽量缓缓切入,不可用猛力压机,以免损伤锯片。
4、开始切割时,严禁供水中断,若发现供水流量和水压减小,应立即停机检修,冷却系统应同时满足以下条件:
1)采用U-型冷却系统对锯片双面冷却;
2)管道必须引入锯片中心部分,使管道中流出冷却液流,从锯片的切向方向流到锯片上。
3)管子上的孔眼必须被定位,使冷却液以45°~60°角直流向锯片中心部分。
4)选择合适的孔眼数,使冷却液不断的流过管子整个长度,并以0.2Mpa的压力喷到锯片中心部分。
5)推荐表2中的水量,拖动功率供您参考。
冷却水量、拖动功率参考表 表2
5、为提高切割质量和效率,降低锯片消耗,应确实保证锯片的安装精度。石料放置要牢固、稳定,若发现机器震动,锯片运行不平稳,要及时停机对机器、刀头、基体进行检修。
6、 锯片每使用一段时间后,发现主电机电流值增长,说明刀头
已不锋利,这时应停机观察刀头,若金刚石早期脱落和破碎则应更换刀头。否则应马上用耐火砖进行修磨开刃。修磨的方法是:将耐火砖放在切口处,工作时就可修磨,但应减缓横动速度,以防电流过大,损坏基体和设备。
7、根据石材和金刚石刀头的特点合理地制订锯片切割工艺。
1)锯切速度
我国大直径金刚石圆锯片的转速均在280~400转/分,所以很难对锯切速度做硬性规定,通常以经验数据为准。
8、刀头有一颗脱落应及时修补,不可勉强继续使用,以免造成其它刀头受影响脱落而损坏基体和发生意外。
9、绝不可在基体上任意钻孔破坏张力,否则容易导致基体弯曲。
七、常见问题及解决办法(仅供参考)
常见问题
原因分析
检修方法
一、所切板材片厚不匀
1.基体张力不合适
2.固定台车丝杠轴承座螺丝松动
3.导向导轨直径水平度差
4.丝杠丝母间隙大,操作未排除间隙
5.丝母装夹不紧,有摇动现象
6.导向导轮不一致
7.锯片端跳过大
8.刀头与基体焊接不对称
9.被切割荒料小于0.05m3
10.传动链条过松
1.重新校正锯片张力
2.调整旋转螺栓
3.用拉线方法检验直线度并调整在0.5mm之内,水平度应小于1mm
4.操作时注意向一个方向排除间隙
5.旋紧夹紧螺母
6.松开螺母重新调整一致
7.校平锯片并检测合格
8.重新焊接或换新锯片
9.荒料应大于0.5m3
10.调整链条松紧

二、机器运行过程中晃动厉害
1.主轴轴承间隙过大
2.主轴轴承损坏,造成锯片运行不平稳
3.锯片径向跳动过大
1.打开主轴箱铁皮盖调整螺母
2.拆卸主轴箱检查主轴轴承,更换新轴承
3.检查锯片径跳,换片
三、使用后锯片的刀头高度不一致
1.主轴轴承间隙过大
2.径跳过大中心孔精度超差
1.打开主轴箱铁皮盖调整螺母
2.检查更换锯片